Welding is the permanent joining of workpieces under heat or pressure. A distinction is made according to the physical principle and the purpose of the joining or type of energy input. In cold welding, the materials are joined inseparably at ambient temperature, under high pressure, on finely machined surfaces. Fusion welding and heat conduction welding, on the other hand, describe processes in which heat is introduced into the joint. Heat conduction and fusion each describe the type of heat transfer within a part.
Welding with lasers enables coarse and fine, high-quality weld seams in complex geometric conditions and challenging material combinations. They work at a distance and can be quickly fine-tuned, which is conducive to fast work processes.
Various materials can be laser welded, metals with a wide range of alloys, as well as conventionally weldable plastics and even borosilicate glass. Heating and subsequent joint cooling creates an inseparable bond that can only be released by destroying the structure. The aim is to achieve a continuous build-up of the metal lattice between the parts to be joined.
Process principle of laser welding
A precisely focusable, coherent laser beam of monochromatic light introduces energy precisely into the material with a small heat-affected zone. Depending on the angle of incidence, material, surface quality, temperature and radiating wavelength, some of the light is reflected and some is absorbed. The absorbed part heats the materials locally, which is why the parts must be positioned precisely in relation to each other in order to achieve a homogeneous heat input.
Different lasers are used depending on the production conditions. The power varies between 100W-20 kW.
CO-2 lasers are widely accepted in the industry, they are inexpensive, efficient and emit infrared light with a wavelength of around 9.4 to 10.6 µm. The focal point used has a diameter of approximately 1 to 2 mm.
Solid-state lasers such as fiber, disk or Nd-YAG lasers (neodymium-doped YAG crystal) emit radiation with a shorter wavelength. This means that fiber optic cables can be used, resulting in compact designs. Lasers not only emit conventional continuous wave (cw) energy in rectangular form, but also pulse-modulated. The emission of pulsed radiation also offers possibilities for influencing the solidification characteristics of the structure around the welding point. Freely scalable pulse modulations can be used to avoid excess power and abrupt phase transformations and produce cleaner weld surfaces. Well-adjusted and monitored processes allow production with short post-processing times and integrated quality control. Pre-pulse phases have also proven their worth in removing any oxide layers, particularly in copper and aluminum alloys. Melt pool dynamics and nucleation rate can be specifically influenced in order to obtain special microstructures. Various parameters are decisive in the formation of a weld seam. Increasing the pulse power and duration generally results in wider, deeper weld shapes. The pulse frequency also significantly influences the heat input and therefore the total melt volume.

Heat conduction welding
The laser beam couples to the surface of the material. Due to lower intensities, energy flows exclusively via heat conduction into the interior of the component. Power densities of < 106 W/cm on the surface of the workpiece cause the materials to melt locally and flow into each other. When cooling, the molten material solidifies to form a common structure. The seam depth is usually a few tenths of a millimetre and is limited by the thermal conductivity of the materials used. The method is often used for thin-walled components in order to avoid major distortion during the solidification process. The seam geometry is typically lenticular with a low aspect ratio.
Aspect ratio: A = s/b;
(s = depth, b = width)
With lower energy densities, the efficiency of the process is lower than with joining by melting.
Deep penetration welding
When the power density increases to over 106 W/cm, the metal starts to vaporize. A metal gas cloud and a so-called "keyhole" form. The metal vapor bubble presses down on the weld pool against hydrostatic and hydrodynamic pressure and surface tension. An equilibrium is created. Absorption now takes place on the capillary surface via multiple reflections and is therefore significantly more efficient than heat conduction into the interior of the component. New material is constantly fed into the welding zone via the feed of the workpiece or additional aids. Due to the keyhole effect and the associated effects, the melting process is homogeneous and effective.
With fast throughput times, even thin-walled components or those with high thermal conductivity can be joined with virtually no distortion.
This results in deep, narrow seams with height-to-width ratios of up to 1:10. In addition, shielding gases such as helium or argon protect against ionization of the gas atmosphere by trapping metal plasma escaping from the keyhole. Deep penetration welding offers fast processing times thanks to spot or area-precise energy supply with a small heat-affected zone and therefore low distortion.
Process monitoring/control
Well researched through theoretical considerations, simulation, experimentation and experience, quality assurance in laser welding works reliably. With various detectors and sensors mounted above or below the workpiece, conclusions can be drawn about the physical processes that take place before, during and after the joining process. The reflected primary part of the laser beam, as well as melt pool and process secondary radiation, can be evaluated using UV, VIS or IR spectrum analyses. Fluctuations in the capillary geometry generate acoustic waves, which are usually evaluated using robust piezoelectric sensors and fed back to the process as information to form a closed control loop that optimizes the joining process.
Some of the process parameters of the weld seam can be called up and controlled online. Deviations and errors are detected and reported. The causes of faults are clearly documented.
Problematic influences such as constrictions in the material or pore formation on the seam surface can be visualized using imaging techniques such as X-rays in order to counteract them in a targeted manner. For example, a pulse adapted to the problem or a different shielding gas is used. A clean penetration weld and a stable microstructure that is as homogeneous and stable as possible can thus be achieved with the help of process monitoring and control measures.
Conclusion
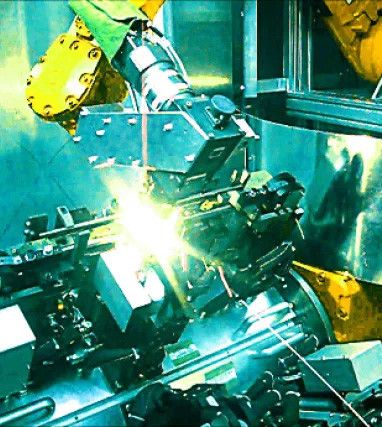
Laser beam welding is a complex controlled, non-contact and therefore rather low-maintenance joining technology that meets high quality requirements in different scenarios. The technology can be easily integrated into existing processes, and welding robots can be upgraded with fiber optic cable connections in a targeted manner or built on a modular basis. Documentable process and quality control as well as appropriate regulation lead to solid production, which is widely accepted in the automotive industry, aviation technology and mechanical engineering. Industrial assemblies, coupling parts, gear wheels, turbine parts, but also jewelry or precision mechanics made of metal and plastic are mainly welded.
New fields of application are constantly being developed, for example in areas such as medicine, 3D robot technology or product design. Investments in laser units, safety equipment, control technology and precise clamping technology or decentralized production offer the possibility of fully automated joining at high feed rates.